All-Around Mill Improves Productivity and Cost for Valve Job
Adopting a mill with a double-negative rake and pockets compatible with multiple insert geometries enabled Progressive Metal Service to increase feed and lower scrap rates for a valve.
#workforcedevelopment

Share

Progressive Metal offers gate valves in five sizes, with additional variants to account for different PSI needs. Cycle times plummeted from 40 minutes to nearly half that with the introduction of Tungaloy’s DoTriple-Mill and cutting inserts. Photos courtesy of Progressive Metal Service.
Johnson’s initial improvement strategy focused on one of Progressive Metal’s staple jobs: machining the internal components of gate valves. The company’s customers primarily use these valves to control the flow of liquids and mud at fracking sites. Progressive Metal makes five different sizes of this part with holes ranging from two to seven inches in diameter, as well as variants for different levels of PSI. Depending on the build requirements, these valves can be 4130 heat-treated steel or Inconel 718.
Featured Content



Seeking a Can-Do Solution
Johnson contacted Tungaloy sales engineer Greg Davis, whom Johnson knew from his previous position, and obtained a recommendation for the DoTriple-Mill.
According to Johnson, the DoTriple-Mill alone cut cycle time by between 30% and 40% — with further optimizations saving another 10%.
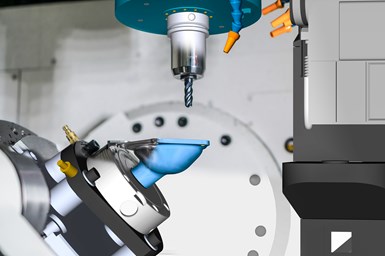
The cutter’s ability to use round, square and octagonal inserts (the “Triple” of the mill’s name) in the same pocket was a key selling point

Tungaloy’s DoTriple-Mill includes slots for cutting inserts with round, square and octagonal geometries. Progressive Metal uses square inserts on its 4130 heat-treated steel pieces and round inserts on its Inconel 718 pieces.
All-Around Improvements
Progressive Metal Service previously used a 5-inch-diameter, 45-degree-lead
With Tungaloy’s cutter and square inserts,

Progressive Metal’s valve gates progress through five process stages: raw material; facing and profiling; t-slotting and chamfering; grinding; and nitride coating.
The DoTriple-Mill’s negative rake additionally helps hold the valves’ shape, reducing the amount of finish grinding they need. Reprogramming was also simple, with Johnson adjusting Progressive Metal’s machine programs in around 15 minutes.
As for the rest of the machine shop staff, Johnson says adoption went smoothly, with their main question stemming from the cutter’s durability: “When is it going to wear out?”
RELATED CONTENT
-
Rigid Tapping--Sometimes You Need A Little Float
One of the most common methods of tapping in use today on CNC machines is 'rigid tapping' or 'synchronous feed tapping.' A rigid tapping cycle synchronizes the machine spindle rotation and feed to match a specific thread pitch. Since the feed into the hole is synchronized, in theory a solid holder without any tension-compression can be used.
-
Tips for Tapping Titanium Alloys
Creating threaded holes in titanium alloys calls for proper techniques based on an understanding of both the properties of these materials and the peculiarities of the tapping process.
-
Drill And Bore With A Face Mill
Cutting holes by interpolating a face milling cutter may be a better process choice for many rough and even finish boring operations. Software improvements and better cutter designs allow expanding use of the versatile face mill for hole making.





 (1).1676494398075.png)